zadrapania
przyczyna:
1) wielkość cząstek proszku do polerowania jest nierówna lub zmieszana z zanieczyszczeniami mechanicznymi o dużych cząstkach;
2) środowisko warsztatowe nie jest czyste;
3) materiały polerskie (klej do polerowania lub poliuretan i klej , itp. .) są zabrudzone
4) brudna ściereczka do wycierania i kurz wniesiony przez operatora
5) rysy powstałe po dokładnym szlifowaniu nie są wyrzucane lub nie są dokładnie czyszczone
6) przedmiot obrabiany lub szablon otworu inspekcyjnego nie jest czysty, a metoda jest niewłaściwa;
7) materiał polerski (klej do polerowania lub poliuretan) jest twardy i był używany od dawna,na powierzchni znajdują się twarde łupiny lub suche i twarde osady na krawędzi
8) matryca polerska nie jest zgodna z dyskiem lustrzanym;
9) spowodowane procesami pomocniczymi (czyszczenie stóp, czyszczenie, obrót, mokra farba ochronna, itp..)
przezwyciężanie metod:
1) wybierz proszek do polerowania o jednolitym rozmiarze cząstek i odpowiadający materiałowi szklanemu
2) wykonaj dobrą robotę "5S"
3) przechowywać niezbędne zapasy
4) czyszczenie i przechowywanie ściereczki do wycierania oraz operatorów noszących ubrania robocze i nakrycia głowy;
5) samokontrola
6) poprawnie używać szablonu
7) dobrać odpowiednie materiały polerskie (klej polerski lub poliuretan) , wymieniać je okresowo , oraz modyfikować lub naprawiać matrycę polerską
8) zmodyfikować lub zeskrobać , i przerobić matrycę polerską
9) proces zgodnie z procedurami operacyjnymi każdego procesu pomocniczego;
wżery
przyczyna:
1) niewystarczający czas na dokładne szlifowanie i polerowanie
2) drobna powierzchnia szlifowania jest nierówna lub różnica między środkiem a krawędzią jest duża;
3) są ślady po pęknięciu szorstkich zadrapań
4) załamanie pod kątem kwadratowym lub prostokątnym po dokładnym szlifowaniu;
5) części poruszają się na dysku lustrzanym z powodu przetwarzania
6) błąd kształtu drobnoziarnistej powierzchni szlifowania jest zbyt duży ,, zwłaszcza wysokość jest zbyt wysoka ,, co łatwo spowodować niewystarczające polerowanie krawędzi
7) na wydajność polerowania wpływa długi czas przetwarzania matrycy polerskiej lub długi czas użytkowania płynu polerskiego
metody przezwyciężania:
1) ostatni otwór w piasku gruboziarnistym należy usunąć podczas szlifowania dokładnego ,, a czas polerowania powinien być wystarczający
2) otwór do szlifowania drobnoziarnistego jest odpowiednio dobrany , i należy go obrabiać od krawędzi do środka
3) po znalezieniu go, należy go oznaczyć, umieścić osobno lub ponownie wyrzucić
4) użyj płaskiej formy płaskiej , drobnej formy i równomiernie dodaj piasek
5) wybrać odpowiedni klej , kontrolować temperaturę procesu i temperaturę płyty lustrzanej ,, a grubość kleju powinna spełniać normę
6) dopasowanie apertury każdego kanału drobnego mielenia należy przeprowadzić w ścisłej zgodności z instrukcją obsługi procesu;
7) okresowe zarządzanie różnymi wskaźnikami (ciężar właściwy,, wartość ph, itd..) wymiany skóry do polerowania i płynu do polerowania.
odcisk
przyczyna :
1) matryca polerska nie jest dobrze dopasowana do tarczy lustrzanej , i są ślady plam olejowych
2) słaba stabilność chemiczna szkła
3) krople wody , płyn do polerowania , ślina , itp. . nie są wycierane na czas
wydruki są produkowane głównie na szkle o słabej stabilności chemicznej. rolą dodatków jest głównie stabilizacja wartości ph roztworu polerskiego oraz zwiększenie zawartości niektórych substancji hydrofobowych na powierzchni soczewki, w celu zwiększenia wodoodporności soczewka oprócz dodatków, wydzielanie ciepła podczas przetwarzania powinno być zminimalizowane.
metody przezwyciężania:
1) wybierz odpowiedni klej do polerowania , zeskrob lub zmodyfikuj (poliuretanową) formę do polerowania, aby pasowała
2) można dobrać odpowiednie dodatki do nadruku powstałego podczas polerowania; A znak wyprodukowany po zakończeniu może chronić farbę!
3) unikać rozmawiania z przedmiotem obrabianym; jeśli następnej płytki nie można wytrzeć do sucha, należy ją wytrzeć. szkło o słabej stabilności chemicznej należy również wysuszyć.
otwórD formacja
przyczyna :
1) niewłaściwa siła wiązania kleju
2) przysłona nie jest stabilna;
3) gdy sztywna tarcza jest obrabiana , sztywna tarcza była używana przez długi czas i nie została wykryta (pogłębienie walcowe jest brudne lub zdeformowane)
4) zewnętrzny okrąg obrabianego przedmiotu jest zbyt duży podczas obróbki sztywnego dysku ,, a metoda zawieszenia jest niewłaściwa , itp. .
przezwyciężanie metod:
1) deformacja otworu występuje głównie w cienkich lub nieregularnych częściach , i należy przyjąć odpowiednią metodę zawieszania;
2) należy podać określony czas stabilizacji apertury w zależności od wielkości przedmiotu obrabianego
3) sztywna płyta powinna być regularnie testowana i korygowana
4) ściśle przestrzegać procedur obsługi procesu i wiszącej ściany
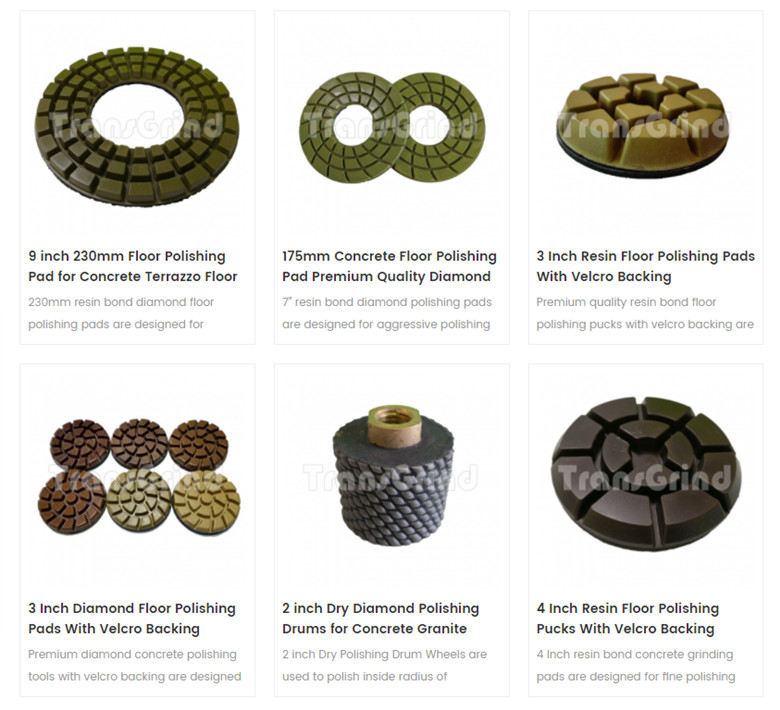
transgrind jest profesjonalnym producentem narzędzia diamentowe do betonu lub kamienia szlifowanie i polerowanie podłóg , dostarczyliśmy wiele różnych rodzajów narzędzi diamentowych dla wielu klientów ,, takich jak narzędzia scanmaskin, narzędzia lavina, narzędzia klindex, narzędzia husqvarna, narzędzia HTC itp..Zapraszamy do konsultacji naszych produktów, klikając kino aby dostać się do naszej oficjalnej strony, jeśli jesteś zainteresowany.
 IPv6 obsługiwana sieć
IPv6 obsługiwana sieć English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 Polski
Polski 中文
中文